全國服務咨詢熱線:
18861577951
18861577951

導語
在激光加工、科研實驗、醫學手術等場景里,“光斑不均勻、能量浪費" 常常讓人頭疼。光束整形(Beam Shaping)能把天然的高斯光束重新塑形為平頂、圓形、Bessel 或其他自定義分布,使每一毫焦耳的能量都發揮大價值。本文將從理論原理 → 主流技術 → 關鍵設計參數 → 實戰選型四個層次,完整展開技術細節,幫助你快速定位適合的方案。

在激光燒蝕應用中,具有高斯剖面的光束比具有平頂剖面的光束效率更低,這是因為存在大面積光束,其多余能量高于所需的燒蝕閾值,且在高斯剖面的外部區域能量低于該閾值。
一、光束整形的物理本質
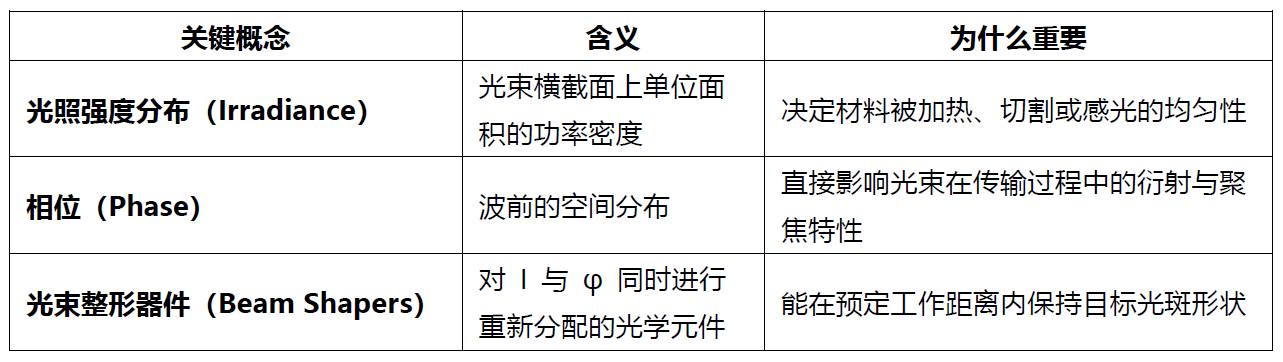

左圖為高斯光束強度隨半徑呈指數衰減,右圖為理想平頂光束在有效面積內強度恒定。
二、光束整形的技術路徑
1.折射式光束整形
• 工作原理:利用非球面、自由形或自由曲面透鏡實現相位映射(field?mapping),在保持能量守恒的前提下將高斯波前扭曲為平頂或 Airy?disk 波前。
• 性能指標:>96 % 透射率,波長獨立(寬波段適用),輸出波前平坦。
• 典型實現:
• Galilean/Keplerian 雙透鏡組合(實現光束壓縮與相位調制)。
• AdlOptica Focal?πShaper Q:將高斯直接轉為 Airy?disk,再經聚焦鏡得到優秀的平頂。
優勢:高均勻度、低隨機波動,適合功率>10 W 的工業加工。局限:體積大、成本高,且對光束入口尺寸有一定要求(β > 16,見下文)。
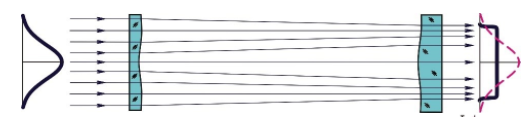
采用場映射的折射式光束整形示例
2.衍射式光束整形
• 工作原理:在基片上刻蝕微/納米結構(DOE),利用衍射把光的空間頻譜重新分配,實現特定的強度分布。
• 關鍵要點:
• 設計波長必須與實際工作波長匹配,否則相位誤差導致效率下降。
• 對準與發散度要求更高(位置誤差會導致畸變)。
• 優勢:單件體積小、可實現復雜非對稱光斑(如星形、環形),非常適合空間受限的科研平臺。
• 缺點:相對折射式對波長、入射角更敏感,且通常效率略低(60–80 %)。
3.光束積分器
• 原理:由微透鏡陣列(lenslet array)把入射光分割為若干束(beamlets),隨后通過匯聚透鏡在目標面疊加,實現近似均勻的平頂分布。
• 適用條件:
• Fresnel 數 < 10 時需使用成像型積分器,才能獲得高均勻度。
• 成本低、占用空間最小,但隨機強度波動較大(表格中標記為 “High")。
• 應用實例:低功率激光打標、光學投影系統的均勻照明。
備注:若系統對均勻度要求高,推薦在積分器前加入細分的再均勻化光學(如 diffuser)以降低隨機噪聲。
4.Axicon(錐形透鏡)— 生成 Bessel 光束
• 概念:傳統折射或反射 axicon 將平面波轉化為準 Bessel(quasi?Bessel)束,形成幾乎零衍射的長深場(Depth?of?Field, DOF)。
• 特性:自?修復(被障礙物阻擋后仍能恢復),適用于深孔加工、角膜手術、長距離測距。
• 實現差異:
• 折射 axicon:受色散影響,適用于窄譜激光。
• 反射 axicon:無色散,適合寬帶超快激光。

傳統折射axicon的示意圖,展示了景深(DOF)內的貝塞爾光束區域以及在重疊區域之后傳播的環形光束。

反射axicon的示意圖。與傳統axicon類似,它會在景深(DOF)內形成貝塞爾光束區域,并在重疊區域之后形成環形光束;但與傳統axicon不同的是,它不受波長影響。
5.柱面透鏡— 圓化橢圓光束
• 工作原理:只在單一軸向擁有光學功率(power direction),對另一軸(non?power direction)保持中性,實現軸向獨立調節。
• 設計要點:
• 測量激光二極管在 X/Y 方向的散度角 θ?、θ?。
• 選取兩片柱面透鏡的焦距 f?、f?,使 f?/f? = θ?/θ?,即可在兩軸上實現相同的發散度。
• 保證透鏡口徑 > 2 f tan θ,防止光斑被裁剪。
• 優勢:結構簡單、成本低、可實現激光光片(light?sheet)和圓形均勻光斑。

柱面透鏡的 power 與 non?power 方向示圖。
6.非等距棱鏡對
• 原理:兩塊傾斜棱鏡形成放大/壓縮比例,對 X、Y 軸分別施加不同的放大倍率,實現快速圓化或橢圓化。
• 適用場景:高功率激光的快速整形,或需要在不改變光路長度的前提下改變光斑比例。

一對變形棱鏡,在一個方向上充當光束擴展器,可將橢圓光束圓化。
三、關鍵設計參數深度剖析
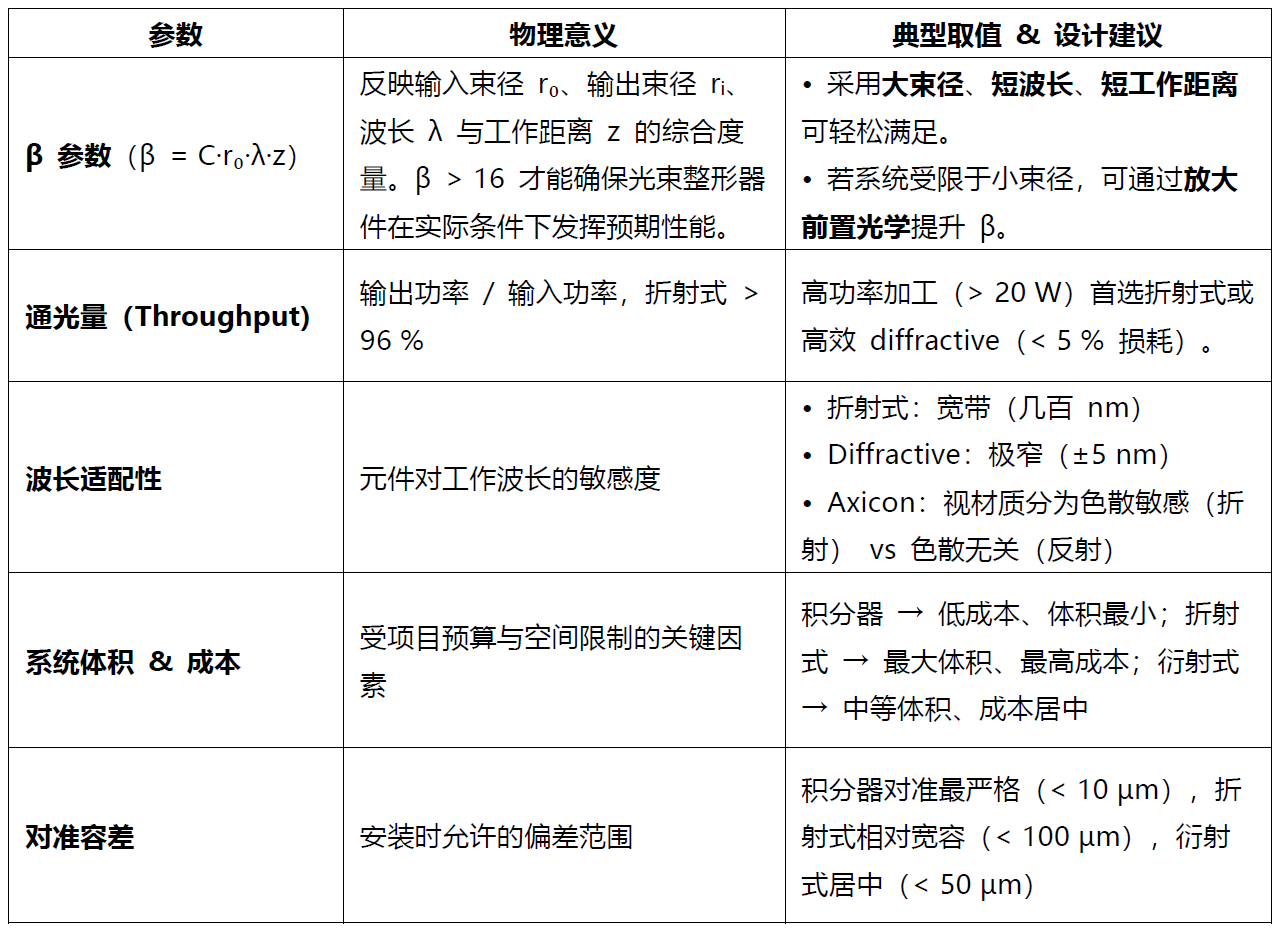
實用公式(用于快速估算):
1. β = C·r?·λ·z(C 為常數,取 2π≈6.28)
2. 大口徑 d = 2 f tan θ(用于柱面透鏡與激光二極管匹配)
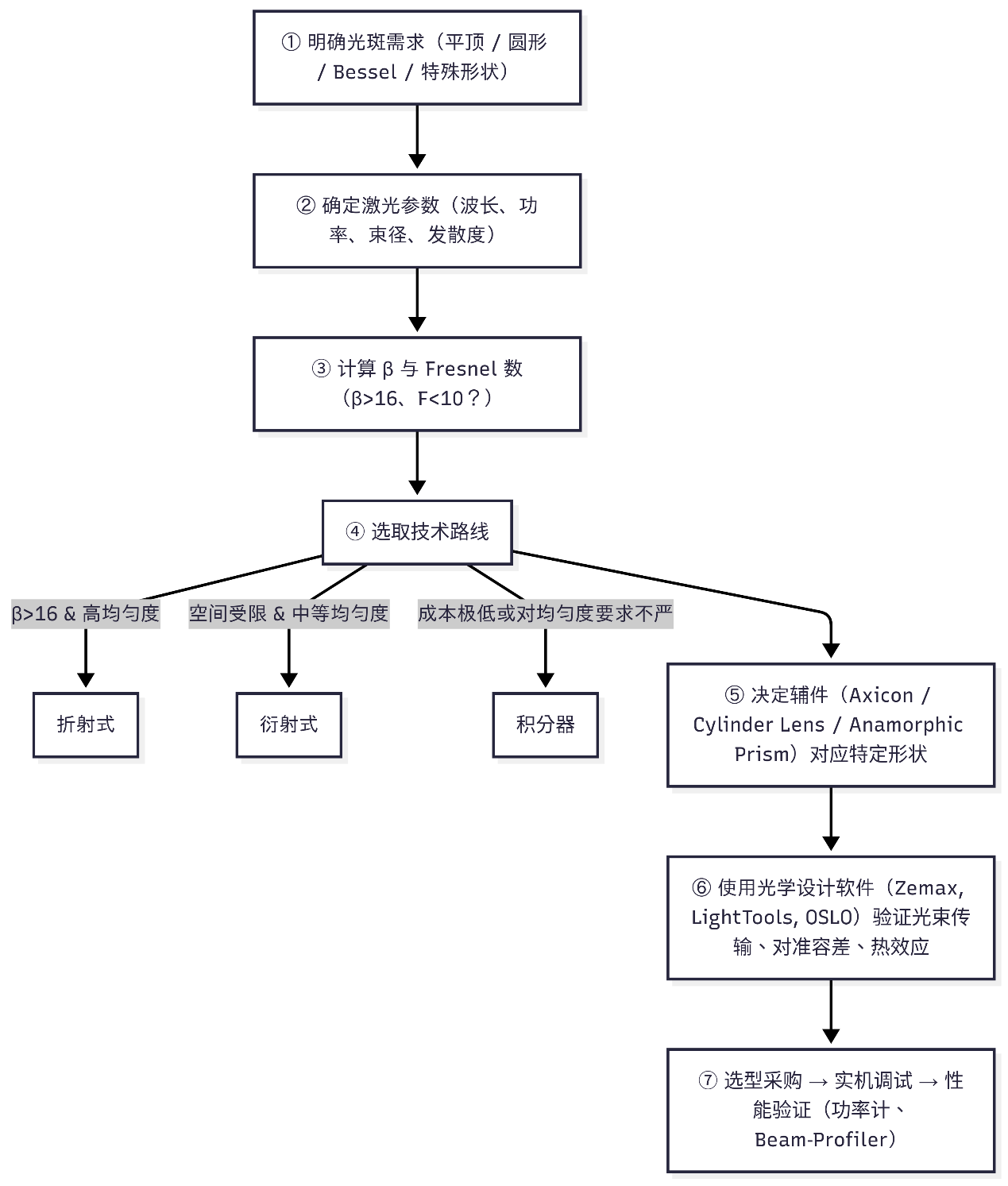
四、選型實戰流程(圖形化)
五、行業案例深度解析

六、常見誤區 & 防坑指南
1. 只看“平頂"標簽,忽視波前:平頂光斑若相位不平,聚焦后仍會出現熱點。 → 必須同時檢查 相位均勻性(使用波前傳感器)。
2. β < 4 直接購買折射式:實驗表明 β < 4 時幾乎不產生可用平頂,浪費成本。 → 先用 光束展開器 增大 r? 再選型。
3. 把積分器當作“多能":在高功率或要求較高均勻度的場景,積分器的隨機波動會導致加工缺陷。 → 結合衍射光學均勻化片或改用折射式。
4. 忽視熱效應:高功率激光經過薄膜 DOE 可能產生熱?光畸變。 → 選用 耐高功率、低吸收材料(如 CaF?、石英)并做好散熱設計。
結語
光束整形不再是“高深莫測"的實驗室玩意,而是一套基于物理、算法與產線經驗的系統解決方案。只要掌握β > 16、通光量、波長適配三大設計支柱,你就能在加工效率、產品質量、成本控制三方面實現顯著提升。
 掃一掃,關注微信
掃一掃,關注微信 當前位置:
當前位置: